21/03/2014 | Posteado por: demaquinasyherramientas2
Ante la expansión de la maquinaria para torneado de alta performance y con control CNC desde hace unos 40 años, el auge que han cobrado los insertos o plaquitas intercambiablesfue notorio, al punto de convertirlos actualmente en la herramienta
obligada para el torneado de alta velocidad, aún a pesar de su costo.
La gran variedad actual de insertos y porta-insertos en el mercado ha determinado su estandarización bajo normas ISO (o ANSI en Estados Unidos, que emplean medidas inglesas) a fin de facilitar la elección adecuada para cada aplicación.
En este artículo, que no pretende ser exhaustivo debido a la inmensa diversidad de insertos, vamos a conocer las dos normas ISO que regulan los insertos de metal duro para torneado, así como los tipos principales de sujeción de los insertos a los porta-insertos, también regulados por ISO.
Estandarización de insertos
a) Norma ISO 1832
Esta norma agrupa los insertos de metal duro en 10 categoríasdiferentes que contemplan diversos parámetros. Cada una de estas
categorías presenta una multiplicidad de insertos que se designan con símbolos compuestos por letras mayúsculas y/o números, formando una secuencia de identificación del inserto que sigue un orden estricto.
La especificación de las categorías 1 a 7 que veremos a continuación es obligatoria en la secuencia de identificación de todo tipo de insertos,
mientras que la de las categorías 8, 9 y 10 es optativa y depende de
cada fabricante. La categoría 10 se usa, generalmente, para ofrecer
información especial del inserto, por ejemplo, las características del rompevirutas.
Si en la secuencia de identificación del inserto aparece el símbolo de
la categoría 10, este se separa de todos los demás símbolos mediante un
guion.
Veamos en detalle cada una de las 10 categorías que componen la
secuencia de identificación del inserto según ISO, así como los símbolos
que representan esas categorías.
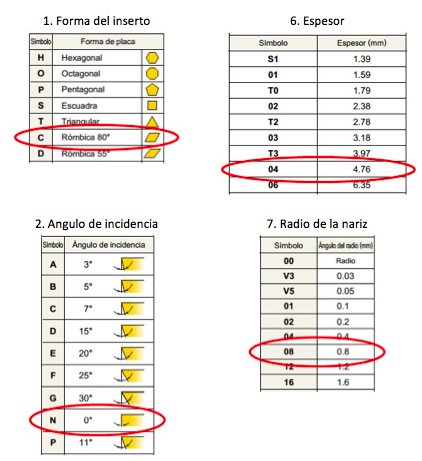
- Forma del inserto: es una letra que indica
la forma de la cara superior del inserto. La norma categoriza 16 formas
y las más comunes son: redonda, cuadrada, rómbica (de diversos
ángulos), triangular y trigonal. - Ángulo de alivio frontal o ángulo de incidencia:
es una letra que indica la diferencia de 90° medida en un plano normal
al borde de corte generado por el ángulo entre el flanco y la superficie
superior del inserto. Permite que el filo de corte trabaje libremente y
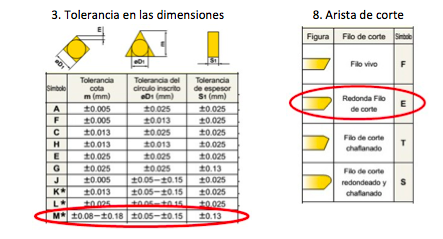
que no se presente roce en la pieza a mecanizar. - Tolerancia en las dimensiones: es una
letra que define las tolerancias máxima y mínima del tamaño del inserto,
designado por el círculo más grande que puede inscribirse dentro del
perímetro del mismo. - Sistema de sujeción y rompevirutas: es una
letra que indica diferencias en el diseño no provistas específicamente
en las otras categorías de la secuencia. Las diferencias más comunes son
la existencia de agujeros de sujeción, avellanado y características
especiales de las superficies de ataque. - Longitud de la arista de filo: es un
número de dos dígitos (con un cero adelante o no) que indica el tamaño
del círculo inscrito (CI) para todos los insertos que tienen un CI
verdadero (formas redonda, cuadrada, triangular, trigonal, rómbica,
etc.). El símbolo de esta categoría se representa solamente con números
enteros y no se consideran las cifras decimales; si el diámetro del CI
es menor de 10 mm se antepone un cero. En el caso de los insertos de
forma rectangular y de paralelogramo, que no tienen un CI verdadero, se
usan las dimensiones de ancho y largo. - Espesor: es un número o letra + número que
indica el espesor del inserto en milímetros. El símbolo de esta
categoría se representa solamente con números enteros y no se consideran
las cifras decimales. - Radio de la nariz (o punta): es un número o
letra + número que indica el radio de la punta y varía generalmente de
0,03 mm a 3,2 mm. El símbolo de esta categoría se representa solamente
con números enteros y no se consideran las cifras decimales. - Arista de corte: es una letra (o dos,
según el fabricante) que define condiciones especiales, tales como el
tratamiento de la arista y el acabado superficial. - Dirección de corte: es una letra que
indica el sentido de corte que debe llevar el inserto durante el
proceso. Puede ser R (derecho), L (izquierdo) o N (neutro o en ambos
sentidos). - Personalización del producto: a criterio del fabricante.
Para una mejor comprensión de cómo funciona este proceso de identificación, veamos un ejemplo.
Supongamos que la etiqueta de cierto fabricante de un inserto nos brinda la siguiente secuencia de identificación del inserto:
C N M G 12 04 08 E N - MP
¿Cómo interpretamos cada uno de estos símbolos? La figura que sigue reproduce parte de esas tablas que provee el fabricante, donde podemos
identificar con el óvalo rojo las características indicadas
correspondientes al inserto en cuestión.
De la interpretación de estas tablas, se desprende entonces que un inserto con el código: C N M G 12 04 08 E N – MP tiene las siguientes características:
- “C”: forma rómbica de 80º.
- “N”: ángulo de alivio o incidencia de 0º.
- “M”: las tolerancias dimensionales en las medidas
del inserto son: altura “m” del rombo de ±0,08 mm a ±0,18 mm, diámetro
del círculo inscrito D1 de ±0,05 mm a ± 0,13 mm y espesor S1 ±0,13 mm. - “G”: respecto del sistema de sujeción y
rompevirutas, el código “G” indica que se trata de un inserto con
agujero central (cilíndrico) y con rompevirutas en ambas caras. - “12”: con este número “12” para una forma rómbica
“C” indicada en la categoría 1, vemos que la longitud de la arista de
filo (representada por el diámetro del círculo inscrito) es de 12,70 mm. - “04”: indica que el espesor del inserto es de 4,76 mm.
- “08”: indica que el radio de la nariz es de 0,8 mm.
- “E”: arista de corte redondeada.
- “N”: dirección de corte en ambos sentidos.
- “MP”: características del rompevirutas (información exclusiva del fabricante que provee en su catálogo de insertos).
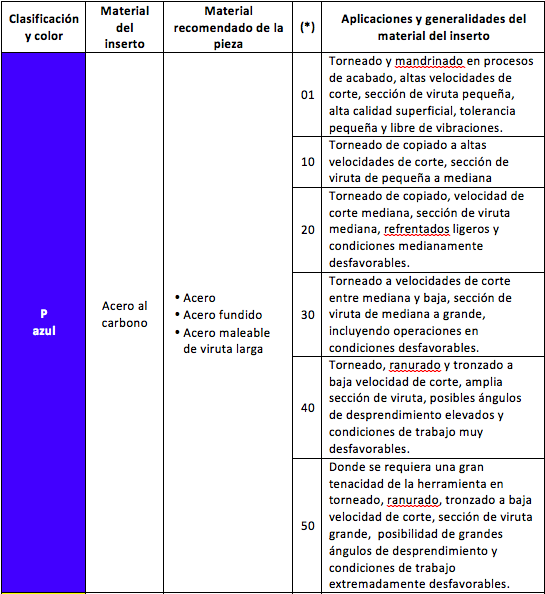
b) Norma ISO 513
Ahora bien, ¿para qué sirven todos estos parámetros que acabamos dever? Es evidente que deberemos tenerlos en cuenta a la hora de elegir el
inserto adecuado para el trabajo que deseamos realizar. Características
tales como el tipo de material que conforma la pieza (dureza y fuerza de corte específica), el tipo de corte (desbaste, acabado, ranurado, tronzado, barrenado, roscado, etc.) y la capacidad del torno determinarán el material, la forma, la profundidad de corte, el avance, el radio de la nariz, el tamaño y el espesor del inserto.
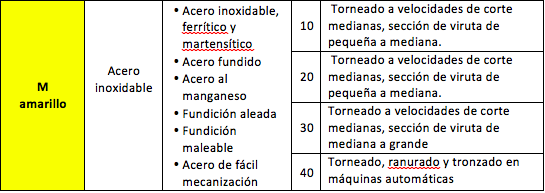
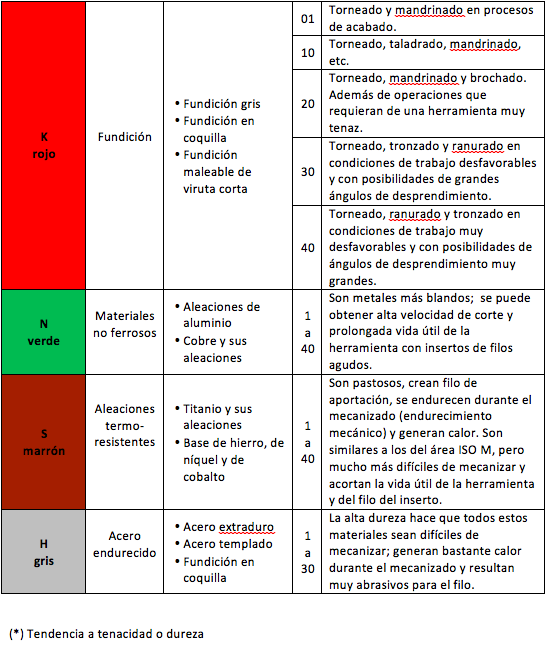
Respecto del material con el que está construido el inserto, las normas ISO 513 definen 6 categorías de metal duro representadas por una letra y un color diferente. Dentro de cada categoría, también se asignan diversas subcategorías con números que van del 1 al 50, que tienen en cuenta la tendencia del inserto a ser tenaz o duro, donde los números bajos representan menor tenacidad y los números altos representan menor dureza.
En la siguiente tabla detallamos cada una de las seis categorías,
como así también las subcategorías correspondientes, con sus
aplicaciones.
En términos de versatilidad, tenacidad, vibración y requisitos de
potencia, hay formas de insertos que se adaptarán mejor para el trabajo a
realizar. Por ejemplo, los insertos rómbicos de 80º son ideales para desbaste y terminación de diámetros interiores y exteriores, mientras que los insertos rómbicos de 55º o 35º se usan para el copiado.
El radio de la nariz afecta el acabado
superficial de la pieza. Para operaciones de acabado se usan los valores
de radio más bajos, capaces de realizar cortes más finos, mientras que
para desbaste y desbaste pesado se emplean los valores más altos, que
ofrecen un filo fuerte y resistente a avances importantes. Recordemos
que el avance es la velocidad de la
herramienta hacia la pieza; se mide preferentemente en mm/rev o mm/min.
La siguiente tabla muestra la relación entre avance y radio de la nariz,
con valores recomendados para el primero.
Relación entre avance y radio de la nariz
Radio de la nariz (mm)
|
Intervalo de avance recomendado (mm/rev)
|
0,40
|
0,12 – 0,25
|
0,80
|
0,25 – 0,50
|
1,20
|
0,36 – 0,70
|
1,60
|
0,50 – 1,00
|
2,40
|
0,70 – 1,60
|
definida como la velocidad con la cual un punto de la circunferencia de
la pieza pasa por la herramienta de corte en un minuto y se expresa en
metros por minuto.
Relación entre avance y velocidad de corte
Material
|
Avance (mm/rev)
|
Velocidad de corte (m/min)
|
|||
Desbaste
|
Acabado
|
Desbaste
|
Acabado
|
Roscado
|
|
| Acero de máquina |
0,250 – 0,500
|
0,070 – 0,250
|
27
|
30
|
11
|
| Acero de herramienta |
0,250 – 0,500
|
0,070 – 0,250
|
21
|
27
|
9
|
| Hierro fundido |
0,400 – 0,065
|
0,130 – 0,300
|
18
|
24
|
8
|
| Bronce |
0,400 – 0,650
|
0,070 – 0,250
|
27
|
30
|
8
|
| Aluminio |
0,400 – 0,750
|
0,130 – 0,250
|
61
|
93
|
18
|
Estandarización de porta-insertos
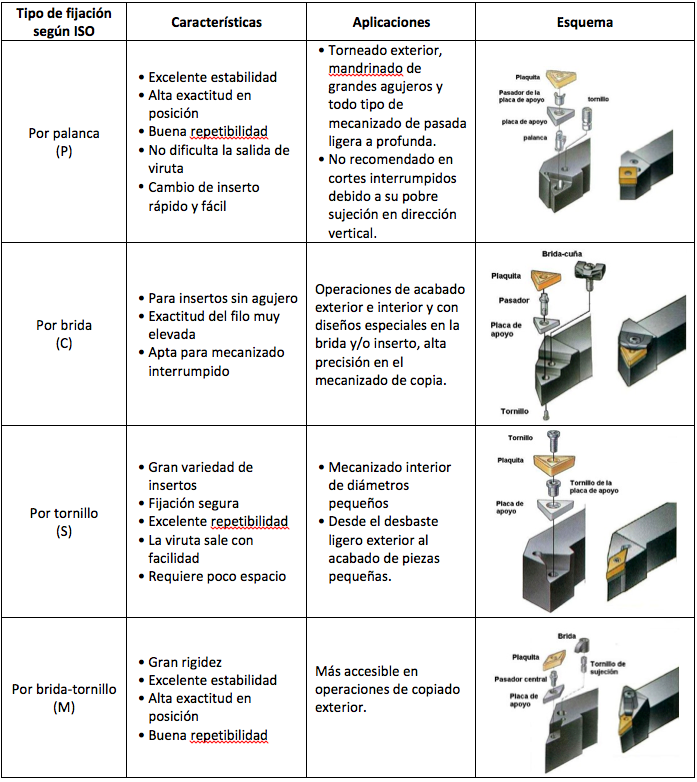
La elección del portaherramientas para el inserto se realiza de acuerdo con diferentes modos de mecanizado tales como torneado exterior, frontal y copiado. A tal efecto, el sistema de sujeción del inserto al portaherramientas también está normalizado por ISO y, aunque hay varias, existen cuatro categorías principales, simbolizadas por letras:P: el inserto es fijado por medio de una palanca que lo empuja sobre su asiento en la herramienta.
C: el inserto se sujetado por una brida a presión, que mantiene al inserto presionado sobre el asiento en el porta-herramientas.
S: el agujero del inserto tiene forma cónica y el inserto es fijado por tornillo.
M: el inserto es fijado por una cuña (o brida y tornillo) que sujeta simultáneamente la parte superior y lateral del mismo.
La tabla que sigue ejemplifica cada uno de los tipos de fijación principales, así como sus características y aplicaciones.



No hay comentarios:
Publicar un comentario